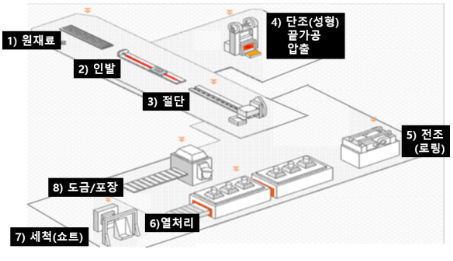
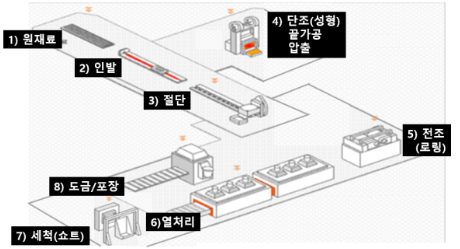
1) 냉간단조 제조 공정
냉간단조의 경우 열을 가하지 않고 성형하기 때문에 금속이 수축/팽창 할 일이 없어 치수가 정확 합니다.
철이 단단한 상태에서 성형하기 때문에 두껍거나 큰 볼트의 제조에는 어렵습니다. (주로 M24 이하 제작)
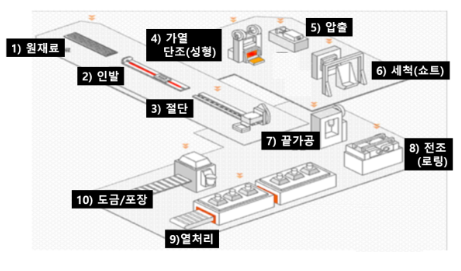
2) 열간단조 제조 공정
소재를 가열하여 말랑해진 상태에서 성형하므로 대형볼트를 쉽게 성형 가능합니다.
가열 및 철이 식으면서 금속이 팽창/ 수축하므로 냉간단조에 비해 공차가 있을 수 있습니다.
냉간단조 공정과 차이점은 하기 2가지 입니다.
① 냉간단조보다 제작하는 볼트 사이즈가 크기 때문에 단조, 압출, 끝가공 공정이 별도로 나뉩니다. (냉간은 단조/압출/끝가공 공정이 한공정에 이뤄짐)
② 세척(쇼트) 공정이 끝가공 공정 이전에 진행 됩니다. 사유는 단조 공정 이전 가열 하는 공정에서 발생되는 산화막등 이물제거를 위해 끝가공 공정 이전 세척이 진행됩니다.
■ 각 공정에 대한 설명
1) 원재료: 롤 형태의 원재료 입수

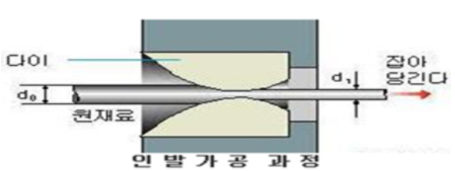
2) 인발 drawing: 선재 두께를 재품 규격에 부합되는 직경으로 만드는 공정
3) 절단 cutting: 인발된 선재를 제품 규격에 맞는 길이로 절단

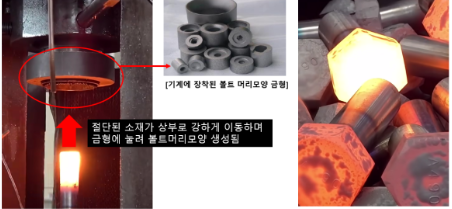
4) 단조 (鍛造) - 성형 forming
- 鍛: 두드릴(단), 造: 지을 (조)
말그대로 쇠를 두드려 만드는 공정이며, 볼트 머리 모양을 금형으로 눌러 만듦.
5) 압출 extrusion
- 단스키(단이 있는 볼트) 나사부(전조부)를 만들기 위한 공정

6) 끝가공 pointing (면취, 面取)
- 상대물 결합이 잘 될 수 있도록 볼트 끝단 모따기

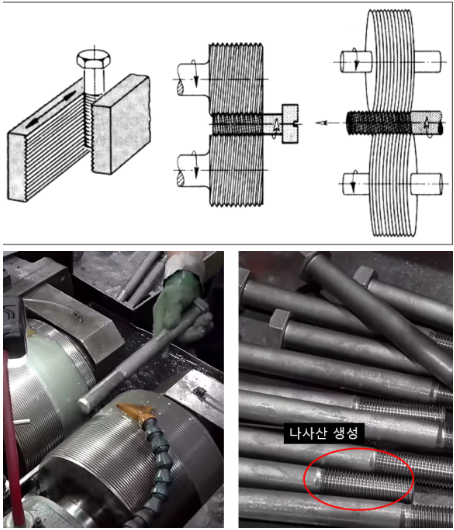
7) 전조(轉造)- 로링 rolling
- 轉: 구를(전), 造: 지을(조)
말그대로 선재를 굴려 만드는 공정이며, 나사산 금형 다이스 사이에 볼트를 굴려 나사산 만듦.
8) 열처리: 볼트 강도를 올리기 위해 담금질 (고장력볼트 제작시 진행)

9) 세척 (쇼트) shot blasting: 검은 산화피막 등 이물질 제거
10) 도금/ 포장: 사양에 맞게 방청 할 수 있는 재질로 도금 진행 및 출하 포장
